




ООО «ИЗА-МСК» Индивидуальные Заказы Алюминия
Разработка спец. проектов по изготовлению алюминиевого профиля.

ООО «ИЗА-МСК» Индивидуальные Заказы Алюминия
Разработка спец. проектов по изготовлению алюминиевого профиля.
Индивидуальный подход
Мы предлагаем индивидуальный подход к каждому проекту по изготовлению алюминиевого профиля

Опыт и экспертиза
Наша компания имеет богатый опыт в разработке специальных проектов по изготовлению алюминиевого профиля
Технологический прогресс
Мы активно исследуем и внедряем новейшие разработки и технологии, чтобы предлагать клиентам передовые решения
О компании
Изготовление
алюминиевого профиля
по чертежам заказчика
Наша компания объединяет опытных специалистов и передовые технологии производства, чтобы предложить нашим клиентам широкий спектр продуктов из алюминия.
Мы разрабатываем и производим алюминиевые конструкции, включая оконные и дверные системы, фасады зданий, перила и ограждения, мебель, осветительные приборы и многое другое. Наши изделия из алюминия отличаются прочностью, долговечностью и устойчивостью к коррозии.
Подробнее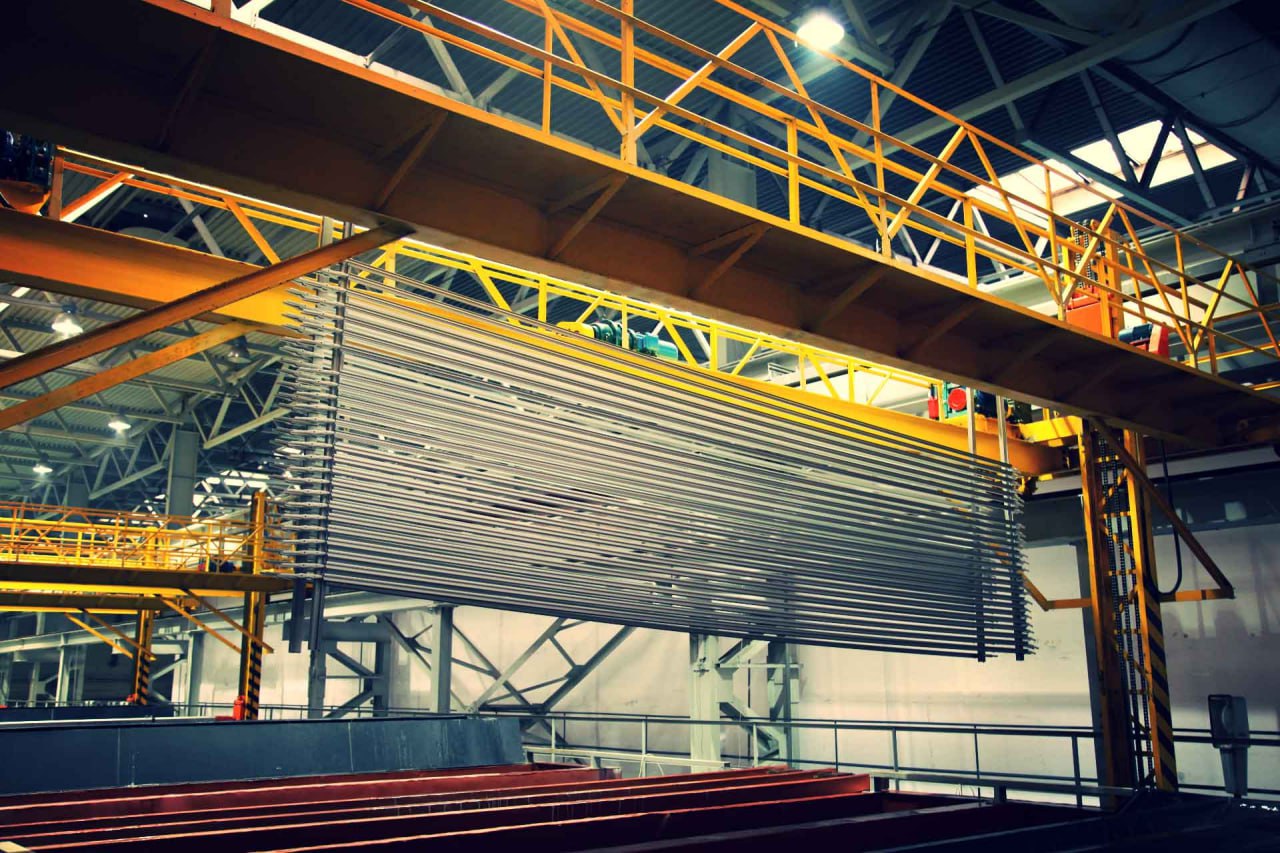

Каталог
Профили торгово-выставочного назначения
Профили светопрозрачных конструкций
Профили светотехнического назначения
Профили рекламного назначения
Профили для радиаторов охлаждения
Профили общестроительного назначения
Профили автомобильного назначения



Почему выбирают нас?
Наши уникальные преимущества
Индивидуальный подход
Индивидуальный подход. Мы предлагаем индивидуальный подход к каждому проекту по изготовлению алюминиевого профиля
Уникальный опыт в разработке и реализации проектов
При расчёте нового проекта мы принимаем во внимания все пожелания клиента, все технические требования, проверяем сопрягаемость и взаимодействие всех узлов и систем.
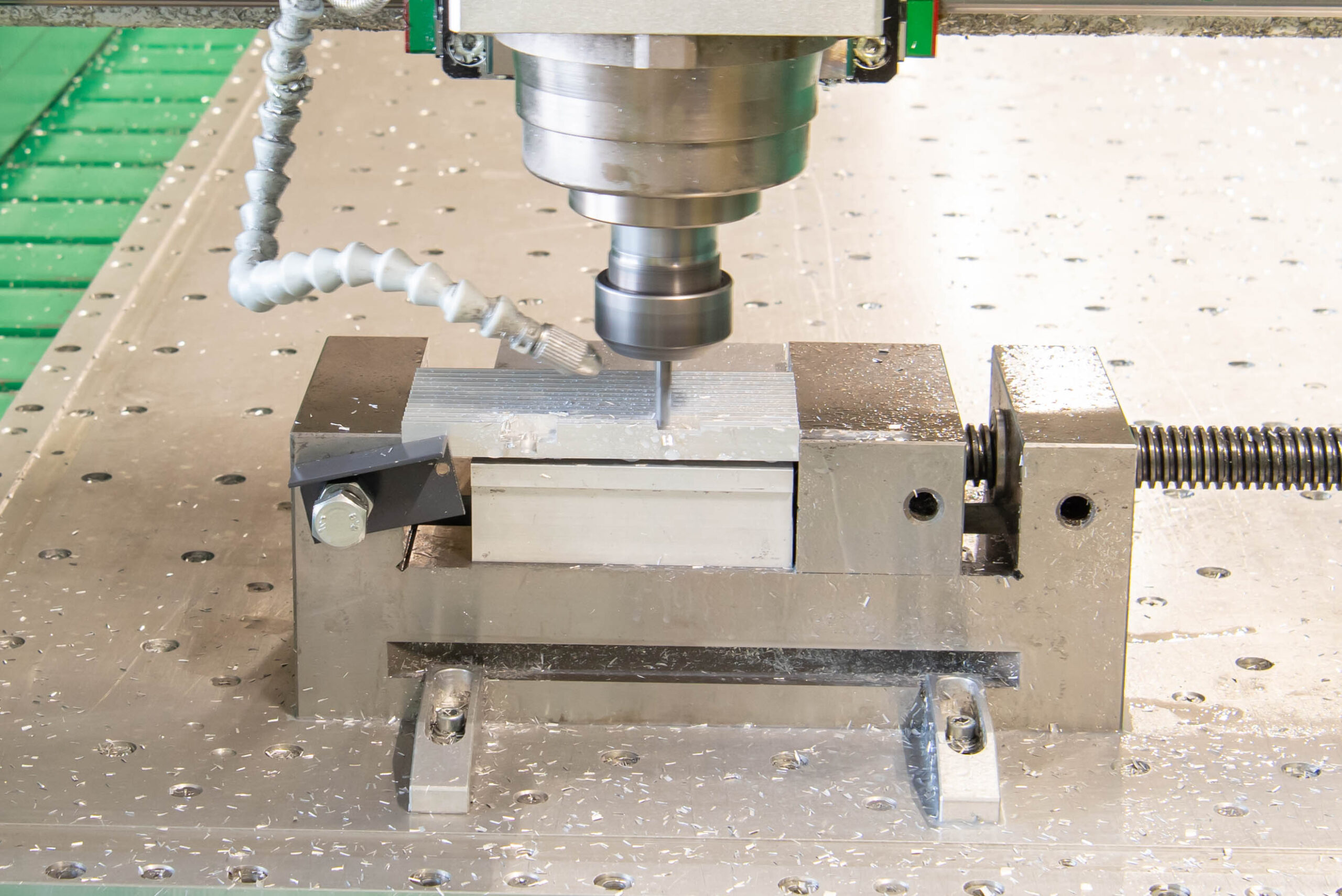
Баланс цены, сроков и качества
При разработке проекта выбираем наиболее подходящие оборудование. Правильный подбор пресса позволяет предоставить минимальную стоимость на инструмент, обеспечить максимальную точность профиля.
Контроль и планирования производства
На всех этапах производится контроль качества и сроков производства.
Складская программа для постоянных клиентов
Для постоянных клиентов разработана складская программа поддержания минимальных остатков. Это позволяет нам при возникновении непредвиденных обстоятельств, исполнить все взятые на себя обязательства в срок и надлежащего качества
Как сделать заказ?
-
Чертеж или эскиз
Необходим чертеж или эскиз профиля с указанием массы 1 го м. п. и наружного периметра профиля.
-
Отправить на почту
Прислать чертеж на почту info@iza-msk.ru. Указать все требования: покрытие, длину, объём, цвет и т.д.
-
Получить ответ
В течении одного рабочего дня вы получите Коммерческое предложение!
Новости и инновации

Контакты
ООО «ИЗА-МСК»
Офис продаж:
127566, г. Москва, вн.тер.г. Муниципальный округ Отрадное, ш.Алтуфьевское, д.44
Тел:
+7(495)640-03-79Email:
info@iza-msk.ruАдрес производства
141865, Московская обл., Дмитровский р-н, рп. Некрасовский, ул. Лесная д. 8А
Наши реквизиты:
Полное наименование учреждения банка: ПАО Сбербанк
Расчетный счет: 40702810138000320471
Кор. счет: 30101810400000000225
БИК: 044525225
